Technical Reference
EDM Recast Layer Guide
Recast is the resolidified material left on an EDM surface after each discharge. This overview explains how the layer forms, which service conditions make it important, and which functional faces actually need control.
Quick Answer
Recast is resolidified material left by EDM discharges; whether it matters depends on fatigue, seal, wear, corrosion, contact, and post-process requirements.
Key Surface Points
What the Surface Requirement Means
A low Ra reading can hide a metallurgical layer or edge condition that affects service performance. The consequence changes fit, function, or service performance for the Recast Layer decision; it is not only a change in surface appearance.
How to Control It
Start with the part function. Identify the faces where fatigue, sealing, wear, corrosion, contact, or coating performance can be affected, then decide whether the recast may remain, needs a maximum thickness, or must be removed.
What Gets Missed
A low Ra reading can hide a recast layer that fails under fatigue, sealing pressure, wear, corrosion, or coating adhesion. The common oversight is not identifying which faces carry that functional risk: controlling every face adds unnecessary cost, while skipping a critical edge can shorten service life.
Technical Context
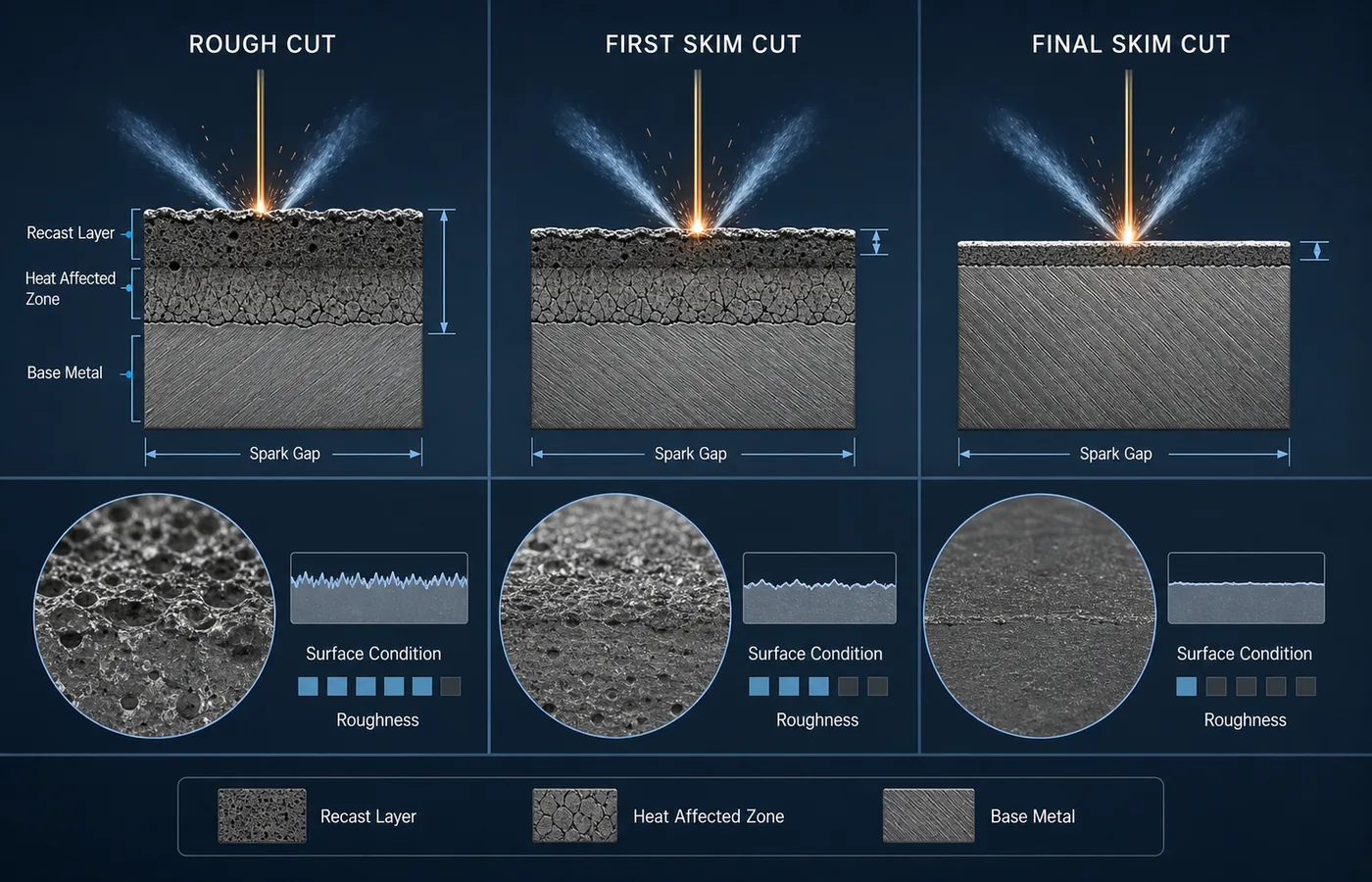
Recast is material that melted during an EDM discharge but resolidified on the surface instead of being flushed away. Its thickness commonly falls in the micrometer range and grows with discharge energy, pulse duration, poor flushing, and material response. The key decision is not whether recast exists—it is inherent to EDM—but whether it creates an unacceptable fatigue, sealing, wear, corrosion, contact, or coating risk on a specific face.
Where Recast Matters
| Functional condition | Why the layer matters | Typical decision |
|---|---|---|
| Noncritical structural edge | The layer may not control service life | Visual and dimensional acceptance may be sufficient |
| Fatigue-loaded edge | Microcracks can initiate below a smooth texture | Set a layer or removal requirement and verify it |
| Sealing or contact face | Hardness and chemistry can change contact behavior | Define recast and final texture separately |
| Corrosion or coating face | Recast chemistry can reduce corrosion or adhesion performance | Specify removal, cleaning, and post-process |
Inspection and Post-Process
Use roughness to describe texture and a separate recast or removal requirement to describe the metallurgical layer. Limit detailed acceptance to the named functional faces so noncritical surfaces are not over-processed.
Recast Risk and Functional-Face Checkpoints
- Identify the faces where fatigue, sealing, wear, corrosion, contact, or coating performance matters.
- Decide whether the remaining recast layer is harmless, limited, or must be removed on each named face.
- Choose an inspection method that can detect the service risk rather than relying on Ra alone.
Limits and Better Alternatives
Main Limit
Ra alone cannot prove the surface is acceptable when fatigue, sealing, corrosion, wear, or coating performance is at stake. Identify the functional faces first, then apply recast control only where the layer creates a real service risk.
Consider Another Route When
Use lower-energy finishing, selective polishing/lapping/grinding, or a process redesign where the functional surface cannot accept the EDM-affected condition.
Practical Next Step
Mark the service-critical faces, state what failure the layer could cause, and choose a measurable recast or removal rule only for those faces.
What to Remember
Every EDM surface has some resolidified layer. The engineering decision is where that layer affects function and what evidence is needed on those specific faces.
Need Help Reviewing an EDM Drawing?
Send a question or drawing for a compact technical review.
- Drawing or part sketch
- Material grade
- Thickness / part size
- Quantity
STEP/STP, DXF, DWG, PDF, IGS/IGES or ZIP.
Confidential drawing review. NDA support available on request.
Frequently Asked Questions
Does every EDM surface have a recast layer?
Yes. Every discharge melts a microscopic volume, and some of that melt resolidifies on the surface. The decision is whether the layer matters on the named functional face.
When is recast a real problem?
It matters on fatigue-loaded surfaces, sealing faces, corrosion-critical areas, wear or cutting edges, and surfaces that will be coated or bonded.
Can a fine finish eliminate recast?
No. A low Ra measures texture, not microstructure. A smooth surface can still contain a continuous or cracked recast layer.
Does the material change recast risk?
Yes. Tool steels can form a hard brittle layer, titanium can form a carbon-contaminated layer, and aluminum recast can affect anodizing or sealing surfaces.